今回は、ねじの焼付き(かじり)のメカニズムについてご紹介します。
ねじの焼付き(かじり)とは
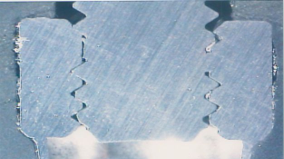
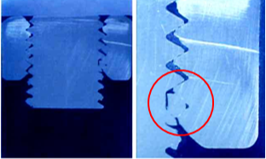
ねじのおねじとめねじを締め付ける際に、過度の回転を与えることで、接触するねじ山に摩擦熱が発生、金属が膨張することでおねじとめねじの隙間が少なくなり最終的には、互いの金属が溶着し動かなくなる現象のことです。熱伝導率が低い、ステンレスで多くみられる現象で、ステンレスのねじを締結する際には注意が必要です。
ステンレスは、何故、焼き付き(かじり)が発生するのか?
ステンレスの材料特性として以下、3点があげられます。
- ①摩擦係数が大きい
- ②熱伝導率が低い
- ③熱膨張率が大きい
ステンレスは摩擦係数が鉄より大きい為、すべりにくい性質があります。ステンレス製のおねじとめねじを締結する際に、ねじ山同士が擦れ合うと摩擦熱が発生します。そして、熱伝導率が鉄と比較して約1/3と低いことから、一度熱をもってしまうと熱が逃げにくくこもりやすい性質を持っています。さらに熱膨張率が鉄と比較して約1.5倍と大きい為、こもった熱によりねじ山が膨張します。これらのステンレス特有の性質が重なることで、おねじとめねじの間にある隙間がなくなり焼き付き(かじり)に至ってしまいます。
| 材料 | 熱伝導率 (W/m℃) | 線膨張係数 (x10-6/℃) |
| SUS304 | 16.3 | 17.3 |
| SS400 | 50 | 11.7 |
材質以外で焼付きが発生する要因
材質以外で、焼き付き(かじり)になる要因としては、以下があげられます。
- ・ねじの打痕
- ・ねじに切粉、砂等、異物が付着している
- ・電動工具等による高速回転での締付
- ・斜め締め
締結時に障害となるねじの不具合があることで、結果、必要以上の締付けトルクをかけることで摩擦熱を発生させ焼き付きがおこる場合もあります。
多くの場合が、材質とそれ以外の複合要因で焼き付き(かじり)を発生させていることが多いです。

焼き付き(かじり)の防止方法
焼き付き(かじり)の防止方法として以下がおすすめです。
- ・インパクトレンチ等、工具締結から手締めによる締結による変更
- ・潤滑剤としてコート剤を締め付け時に塗布
- ・おねじ、めねじにモリブデン系の焼付き防止加工処理を施したねじを使用する。
推奨品
YLコート

モリブデン系コートを工場で塗布することにより、現場での作業効率を落とさず、焼き付き防止を可能とします。塗布された部分は、薄い灰色となります。目視で加工品と非加工品の判別が可能です。コート成分に錆びるものは含まれておりませんので耐食性能にも影響はありません。(700度の高温環境下でも焼き付き防止処理が可能となった高温用YLコートも新発売しています。)
詳しくはこちら▶https://yht.co.jp/products/ylcoat/
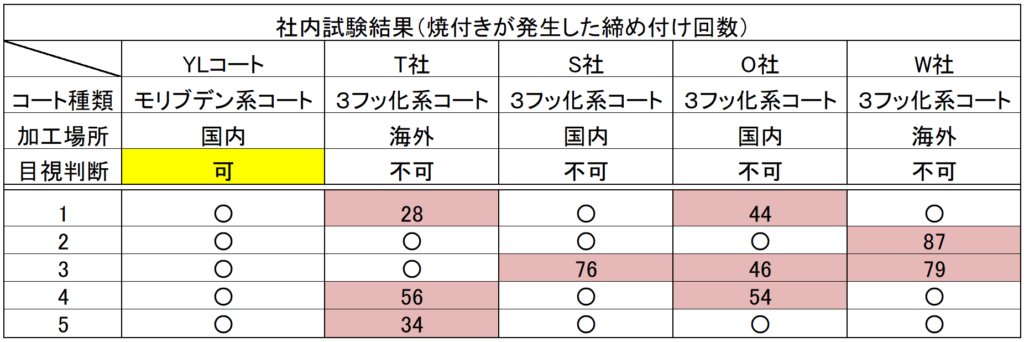
*ステンレス六角ボルトM12x20
*ナットM12をインパクトドライバーで締結(締付けトルク80N・m)
*繰り返し締結を100回行い焼き付きの発生有無を確認する。
*○は100回クリアー 数字は焼き付き発生時の締付け回数
今回は焼き付き(かじり)に関するご紹介をしました。ご質問、ご相談はお気軽にお問い合わせください。